对于常规矿用磨机,国内外常采用的驱动方式有单边同步电动机 + 开式齿轮副驱动、单边异步电动机 + 减速器 + 开式齿轮副驱动、双边同步电动机 + 开式齿轮副驱动、双边异步电动机 + 减速器 + 开式齿轮副驱动等几种。研究表明,当磨机装机功率达到 20 MW 以上时,以上驱动方式已不再适用。根据国际公认的磨机驱动方式选用原则,装机功率在 10 MW 以下建议选用单边驱动;10~20 MW 建议选用双边驱动;20 MW 以上建议选用无齿传动,即环形电动机直联驱动。
对于 20 MW 以上大型矿用磨机,采用环形电动机驱动的优点是:磨机尺寸不受限制,其功率只与电动机设计能力有关,可以调速,没有双电动机驱动的载荷分配问题。但近些年通过对国外用户现场应用情况调研发现,环形电动机驱动,实际应用效果并不理想,电动机和控制系统造价高昂,对环境要求极高,结构复杂,需要专业的维护团队,备件需求量大,维护成本高,可靠性也有待提高。
相对环形电动机驱动,齿轮传动具有明显的技术优势,如所需备件少、投资成本较低、结构简单及维护方便等,另外齿轮技术经过近百年的快速发展已日趋成熟,安全可靠。因此,为适应未来大型磨机的发展需求,摆脱对环形电动机驱动的依赖,中信重工机械股份有限公司结合自身技术优势,分别提出了四电动机双输入行星传动方案和双电动机多点啮合齿轮传动方案。笔者拟从传动原理、技术特点、加工难点和经济性等方面与原环形电动机直联驱动方案进行对比,探讨两种齿轮传动方案的可行性,为新一代大型磨机驱动提供新的解决方案。
1 传动方案及原理
针对提出的四电动机双输入行星传动方案和双电动机多点啮合齿轮传动方案,现以 φ12.2 m×8.8 m 半自磨机为例分别进行介绍。已知磨机基本技术参数如表 1 所列。
表 1 磨机基本技术参数
1.1 四电动机双输入行星传动
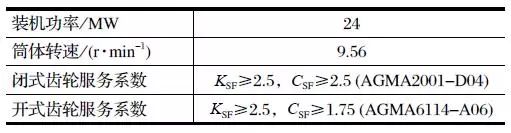
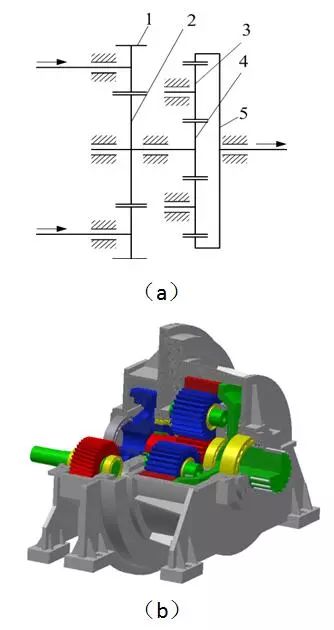
如图 1 所示,φ12.2 m×8.8 m 半自磨机主传动采用双边异步电动机 + 双输入行星减速器 + 开式齿轮传动方案。其中,电动机与行星减速器采用高弹性联轴器联接,行星减速器与开式齿轮轴组采用齿式联轴器联接,主传动开式齿轮轴组另一端与慢速驱动装置联接。
1. 异步电动机 2. 高速联轴器 3. 双输入行星减速器 4. 齿式联轴器 5. 开式齿轮轴组 6. 齿圈 7. 慢速驱动装置 8. 磨机本体
图 1 四电动机双输入行星传动方案
磨机主传动单电动机功率 6 MW,单边驱动为双电动机输入经行星减速器单轴输出,然后通过开式齿轮轴组驱动齿圈,单边驱动功率 12 MW,双边总传递功率 24 MW。该传动方案大幅度降低了电动机的单机功率,解决了大功率电动机采购成本高、生产周期长的问题;通过精确的电气控制技术,可满足双边四电动机驱动的同步性和均载性要求,并确保双边驱动平均负载不均衡系数小于 2%。当主机功率不太大时,也可将双边 (四电动机) 驱动改为单边 (双电动机) 驱动。该传动方案具有较宽的功率覆盖范围。
1.2 双电动机多点啮合齿轮传动
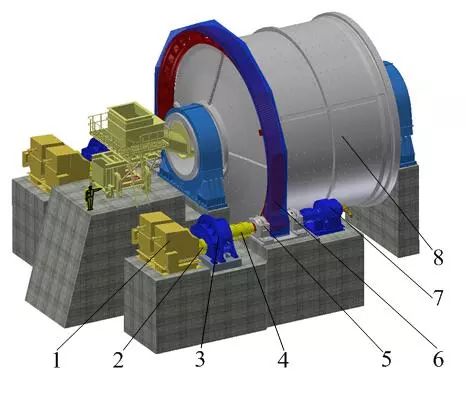
如图 2 所示,φ12.2 m×8.8 m 半自磨机主传动采用双边同步电动机 + 多点啮合减速器 + 齿圈传动方案,单边驱动单元传递功率 12 MW。其中,电动机与多点啮合减速器采用力矩限制联轴器联接,减速器与开式齿圈直接啮合驱动磨机转动。另外,力矩限制联轴器设置有制动盘,配备制动器,可用于更换衬板时的制动及运行过程中的紧急制动。
1. 同步电动机 2. 制动器 3. 力矩限制联轴器 4. 多点啮合减速器 5. 齿圈 6. 磨机本体
图 2 双电动机多点啮合传动方案
双电动机多点啮合齿轮传动,电动机功率相对较低,采购成本低;通过电气控制技术保证双边驱动功率不均衡系数小于 2%,同时多点啮合减速器内部设有机械柔性均载机构,保证啮合点均载;多点啮合减速器与齿圈直接啮合,取消了开式小齿轮轴组,结构更加简洁;取消了慢驱传动装置,通过变频控制技术可实现磨机的低速大转矩驱动;采用多点啮合技术,单边驱动功率可达 19 MW,双边驱动功率可达 38 MW,能够保证磨机有较高的装机功率。
2 技术特点
2.1 四电动机双输入行星传动
多电动机驱动是解决特大型磨机驱动的主要方法之一,在多电动机精确控制技术的推动下,在矿山、石油化工及轨道交通等领域得到了广泛应用。四电动机双输入行星传动方案具有以下技术特点:
(1) 将常规平行轴单输入、单输出减速器更改为双输入、单输出行星齿轮传动,降低了电动机单机功率,缩小了减速器体积,具有较高的功率密度。
(2) 各驱动单元的联接均采用柔性联接方式,即电动机与减速器间的棒销联轴器,减速器与小齿轮轴组的鼓形齿联轴器,使得各传动单元能够相对独立,减小了电动机和主机动态载荷对减速器的影响。
(3) 如图 3 所示,双输入、单输出行星减速器采用两级传动:第一级为双输入平行轴传动,将动力传递给二级太阳轮;第二级采用内齿圈输出,避免行星轮及行星转架不平衡力矩产生较大的动态载荷而影响齿轮及轴承寿命。
1. 输入小齿轮 2. 一级大齿轮 3. 二级行星齿轮 4. 二级太阳轮 5. 输出内齿圈
图 3 双输入行星减速器
(4) 双输入行星减速器输出内齿圈采用薄壁把合式结构,通过内齿圈与输出轴的弹性变形改善齿面接触,提高行星齿轮传动的均载性能。
(5) 根据 AGMA6114-A06 对磨机开式齿轮服务系数的最小要求,四电动机双输入行星传动受开式齿轮轴组承载能力的限制,单边最大传递功率建议不超过 12 MW,双边最大传递功率建议不超过 24 MW。
2.2 双电动机多点啮合齿轮传动
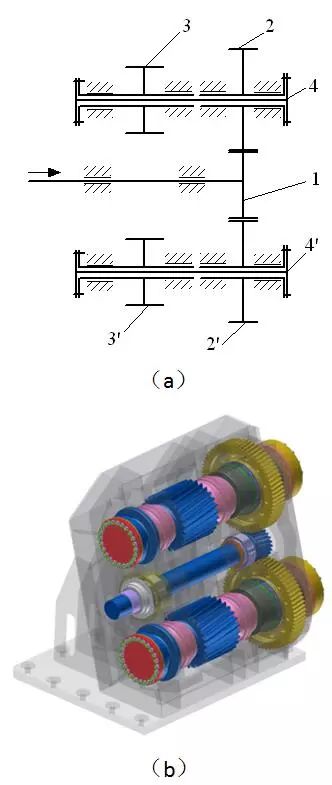
大型磨机双电动机多点啮合齿轮传动系统打破了常规磨机齿轮驱动形式 (见图 4),动力由输入小齿轮输入,输入小齿轮与两个一级大齿轮啮合进行功率分流,一级大齿轮与输出小齿轮轴通过扭力轴组联接,最后,两个输出小齿轮轴通过与大齿圈啮合实现功率合流和磨机驱动。该传动方案具有如下特点:
1. 输入小齿轮 2, 2′. 一级大齿轮 3, 3′. 输出小齿轮轴 4, 4′. 扭力轴组
图 4 多点啮合齿轮减速器
(1) 经对各传动单元的分析计算,该方案可实现大型磨机的驱动;
(2) 多点啮合齿轮箱采用平行轴功率分流传动方式,结构简单,加工方便;
(3) 采用柔性支承瓦技术,安装维护方便,具有较高的承载能力和可靠性;
(4) 采用扭力轴均载技术,解决了双路受载不均的问题;
(5) 多点啮合齿轮箱设计了多种弹性补偿机构,对零部件的加工误差、产品现场安装误差不敏感,具有良好的自适应性;
(6) 电动机单机功率 12 MW,相对环形电动机,采购成本大幅度降低,技术成熟,维护方便;
(7) 传动系统取消了小齿轮轴组,缩短了传动链,提高了可靠性;
(8) 设置了力矩限制联轴器和闸控系统,可实现传动系统的过载保护和紧急制动;
(9) 双电动机双边多点啮合传动,传递功率大,具有较大的功率拓展性,保守估计双边传递功率可达 38 MW 以上。
综上所述,双电动机双边多点啮合传动具有良好的传动性能和可靠性,完全可以替代大型磨机环形电动机驱动方案,具有较高的可实施性及经济性。
3 加工要求
随着磨机的大型化,齿轮传动装置的承载能力明显提高,对齿轮传动装置的体积、质量、加工精度、关键零部件的机械性能及可靠性等,均提出了较高的要求,故在关键零部件加工过程中需应用如下关键技术:
(1) 大型渗碳淬火齿轮精密加工技术,如 DIN 标 5 级精度齿轮的加工、齿面有效硬化层厚度均匀度控制及磨削缺陷的消除等;
(2) φ10 m 及以上开式齿圈高质量制造技术,如百吨级超重齿圈的铸造及机械加工、Q10~Q9 级(AGMA2000) 精度轮齿加工、开式齿圈机械加工残余应力及变形控制等;
(3) 齿轮材料热处理精细控制技术,如窄淬透带高性能齿轮钢冶炼、热处理残余应力的消除与变形控制、渗碳层的精确控制、齿轮和轴等零部件机械性能的精确控制等;
(4) 大型齿轮精密修形技术,如闭式齿轮全齿面磨齿修形、开式齿轮梳齿修形等;
(5) 大型焊接箱体变形控制技术等。
4 成本及经济性分析
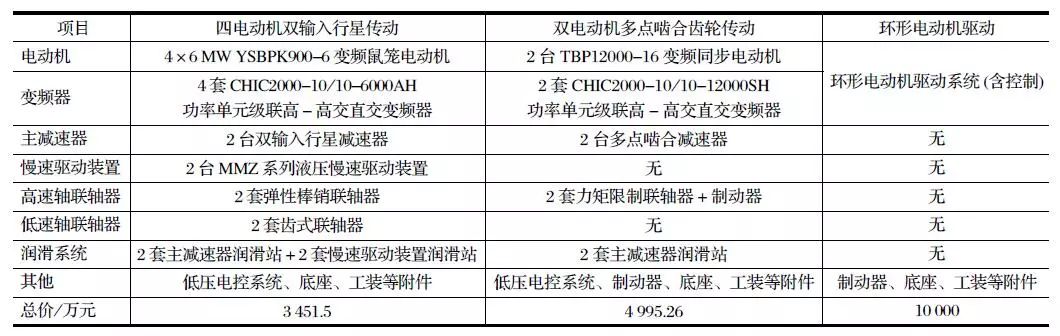
针对 20 MW 级大型磨机驱动方案,以 φ12.2 m× 8.8 m 半自磨机为例,对四电动机双输入行星传动、双电动机多点啮合齿轮传动及环形电动机驱动方案进行成本分析,这 3 种传动方案的机械和电控液压系统配置及造价对比如表 2 所列。由表 2 可知,四电动机双输入行星传动造价最低,双电动机多点啮合齿轮传动造价居中,环形电动机驱动方案价格远高于前两种方案。
表 2 φ12.2 m×8.8 m 半自磨机驱动方案配置及造价对比
以上研究表明,四电动机双输入行星传动体积小,功率密度高,具有较高的承载能力,采用双边异步电动机 + 减速器 + 开式齿轮副驱动方案,现场安装调试和日常维护技术成熟;但由于主减速器采用行星传动,一旦出现故障,需要返厂维修,故为保证可靠性,对其加工装配质量的要求较高。另外,受限于开式小齿轮轴组承载能力,经核算,该传动方案传递功率建议不超过 24 MW。
双电动机多点啮合传动的主减速器为功率分流平行轴传动,单边两点啮合,承载能力高;采用误差弹性补偿机构,对现场安装调试要求较低;大量采用滑动轴承,提高了支撑刚度和承载能力,保证了减速器的平稳可靠运行。另外主减速器结构简单,现场维修方便。
环形电动机驱动可根据磨机要求进行设计,实现大功率恒速、变速驱动,传动链短,理论上具有较高的可靠性;但电动机转子和定子之间采用复杂的水和空气密封装置,需要专业的维护团队,电动机控制系统对环境要求较高,备件多,适用于资金充足、技术水平较高的用户。
5 结语
针对 20 MW 以上大型磨机传动系统,分别提出了四电动机双输入行星传动方案和双电动机多点啮合齿轮传动方案,并从传动原理、技术特点、加工难点和经济性等方面进行了对比分析论证。分析结果表明,这两种方案均可实现 20 MW 以上大型磨机驱动,与环形电动机驱动相比,维护保养简单,技术成熟,可靠性高,且具有明显的价格优势。 |